Fast Delivery and Low MOQ withMoney Back Guarantee...
Fast Delivery and Low MOQ withMoney Back Guarantee...

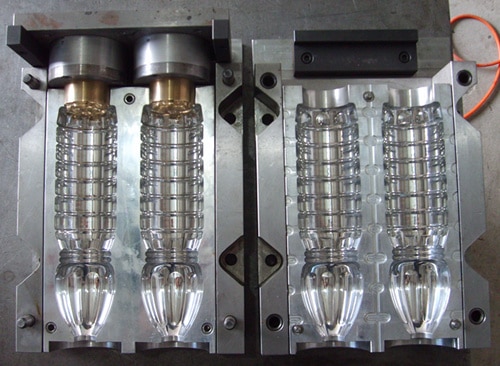
The art of glass blowing, in which a craftsman heated the glass to its melting temperature and then blew air through a tube to inflate it, is where the origins of blow molding companies may be found. Since the early 1800s, this procedure has been in use. Using celluloid polymer in the method is depicted in a patent from the era. These primitive techniques weren't appropriate for mass manufacturing. Plastic goods may be produced using this method. A plastic tube must first be heated by Plastic Injection Molds to the point of melting before being placed within the mold's hollow. The molten plastic is then inflated with compressed air like a balloon to adopt the form of the mold but remain empty inside.
The material is injection molded during the injection blow molding process. The heated material is then transferred to the blow molding station, where it is forced into a bottle and given time to cool while still on the core pin. After that, the bottle is indexed to the following station and expelled. In comparison to extrusion blow molding, injection blow molding enables more minute details in the neck and finished area. Since relatively little orientation happens during the injection blow molding process, minimal improvement in physical attributes is seen.
The molding procedures for the two approaches vary as well. Three main components make up a blow molding machine: an extruder, an accumulator die, and variously sized and shaped blow mold products. A parison is needed for blow-molded containers, which is a heated and air-filled plastic tube. In the blow molding machine, the parison is placed, and the mould is gripped all around tube until the parison takes on the shape of the object. Melted material is pumped into a mold while it is being held under extreme pressure during the injection molding process. When the substance has hardened, it is expelled, and the mould is then filled once more.
Extrusion is perhaps the procedure used by blow mold manufacturers the most frequently. Plastic is heated during extrusion blow molding so that it transforms from a solid form to a fluid form. The plastic is then pushed into an extruder while still liquid. Additionally, the extrusion device injects air into the molten plastic, expanding it to produce a hollow interior. The completed hollow item is then expelled from the mold once the plastic has cooled, usually to room temperature. Extrusion blow molding can be categorized as intermittent or continuous. In the former, the parison is continuously extruded without interruption, whereas in the later, the parison is extruded intermittently.
The advancement of this innovation has always been aimed at making plastic injection molding a global industry. Manufacturers are now able to generate bigger volumes in a lot less time because to a major rise in manufacturing capacity. A considerably quicker manufacturing cycle has been made possible by the use of equipment that enables 3D mouldings.